Hose Cutting Machine
Automatic hose & tube cutting machines for high-volume production. Two models available — track-feed and conveyor belt.
CF-100P Automatic Track-Feed Hose & Tube Cutting Machine
High-speed track-feed system · ±0.2% precision · Up to 100 cuts/min · Built for high-volume production

| Model | CF-100P |
| Power | 800W / 220V / 50Hz |
| Drive Mode | Electric + Pneumatic |
| Cut Precision | ±0.2% |
| Cut Length Range | 0.1mm – 99,999.9mm |
| Cut Width | 1 – 90mm |
| Blade Stroke | 1 – 55mm |
| Feed Speed | 700 mm/sec |
| Blade Actuation | Air cylinder driven |
| Display | 128×64 LCD, CN/EN |
| Machine Weight | 45 KG |
| Dimensions (L×W×H) | 560×460×480mm |
The CF-100P combines a precision planetary stepper motor with pneumatic blade actuation — delivering consistent, clean cuts on PVC hoses, rubber tubes, flat hoses, and flexible pipe materials. Supports dual-lane or multi-strand simultaneous cutting with batch programming for unattended operation.
With a freely adjustable cut length range from 0.1mm to 99,999.9mm and a max speed of 100 cuts/min, the CF-100P is purpose-built for high-volume production lines requiring precision and reliability.
Compatible Materials
Key Features
Package Includes
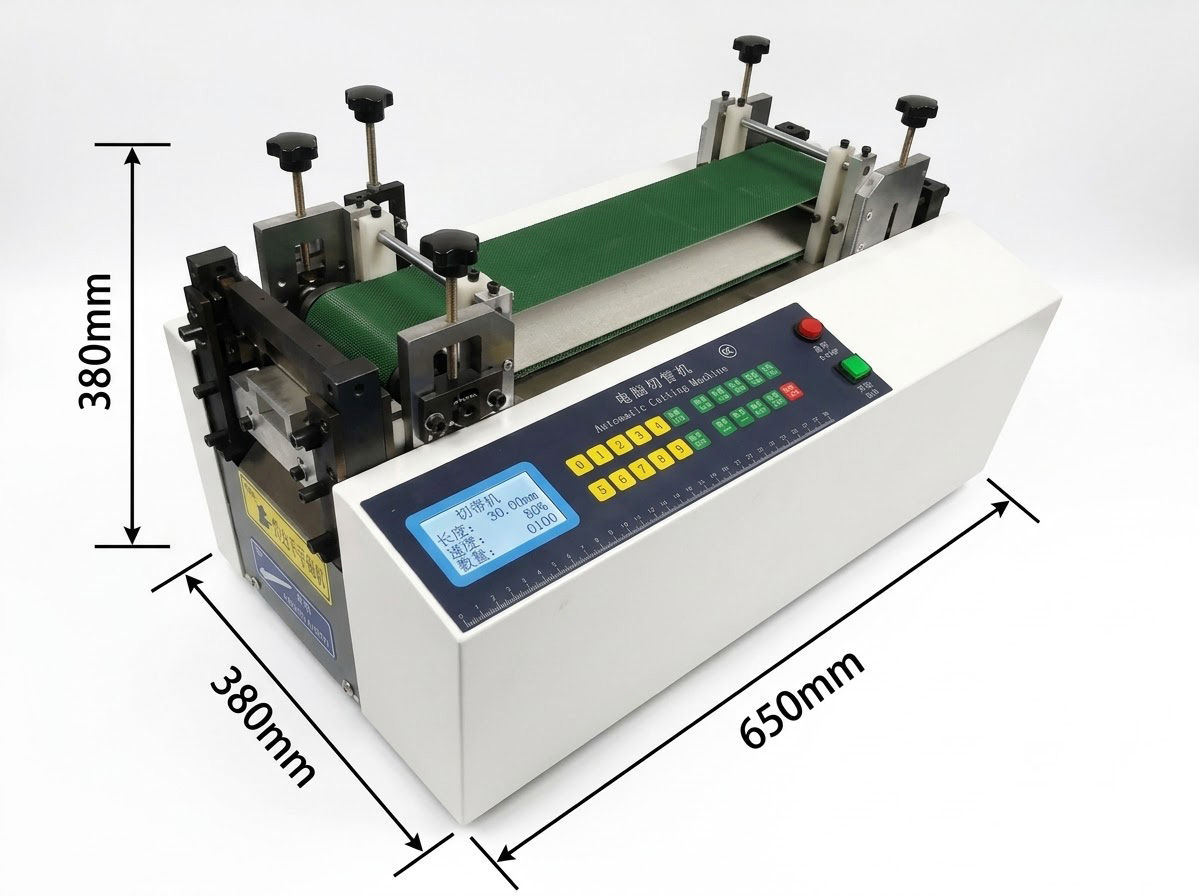
CF-200P Conveyor Belt Automatic Hose Cutting Machine
Belt-feed system · Precision microcomputer control · Suitable for soft and deformable materials
| Model | CF-200P |
| Power Supply | 110/220V 50/60Hz |
| Power | 500W – 1000W |
| Cutting Length | 0.1 – 9,999.9mm |
| Cutting Width | 0.1 – 140mm |
| Cutting Height | 0.1 – 40mm |
| Working Speed | 1 – 40 m/min |
| Feeding Method | Dual-motor conveyor belt |
| Blade Material | High-speed steel thin knife |
| Machine Size (L×W×H) | 650×380×380mm |
| Machine Weight | 45 KG |
| Packing Size | 700×440×520mm / 60KG |
The CF-200P uses a dual-motor conveyor belt feeding system — a significant improvement over traditional roller feeding. The larger contact area between belt and material improves feeding accuracy while minimising deformation, making it ideal for soft, flexible, and irregularly shaped hoses.
Controlled by a microcomputer program with full CN/EN LCD display, the CF-200P offers precise length and speed control, batch cutting, and automatic count accumulation for unattended production runs.
Scope of Application
Key Functions
CF-100P vs CF-200P — Which to Choose?
| Feature | CF-100P | CF-200P |
|---|---|---|
| Feed System | Track-feed (planetary stepper) | Conveyor belt (dual motor) |
| Max Speed | 100 cuts/min | 1–40 m/min |
| Cut Precision | ±0.2% | 5/1000 theoretical |
| Cut Width | 1–90mm | 0.1–140mm |
| Best For | Rubber & rigid hose | Soft, flexible & corrugated tube |
| Multi-lane Cutting | ✓ Yes | ✓ Yes |
Interested in our cutting machines?
Contact us for formal quotations, product demo videos, and full specification sheets for CF-100P and CF-200P.
Request a Quote WhatsApp Us